Зміст
- Токарно фрезерний верстат по дереву своїми руками
- Проектування конструкції саморобного верстата
- Рекомендації по вибору компонентів
- Деревообробний станок
- конструкційна особливість
- Шпиндельна бабка своїми руками
- Токарний станочек-міні
- Що говорить ГОСТ
- виготовлення станини
- подручнік
- Привід і трансмісія
- передня бабка
- задня бабка
Токарно фрезерний верстат по дереву своїми руками
Нерідко для комплектації домашньої столярної майстерні недостатньо стандартного устаткування. Особливо це стосується верстатів для токарної та фрезерної обробки. Заводські моделі подібного класу з ЧПУ мають високу вартість, тому в якості їх аналога роблять ручні моделі по дереву своїми руками.
Проектування конструкції саморобного верстата
Головна складність при виготовленні саморобного обладнання полягає не у виборі деталей, а в правильному складанні схеми. На відміну від токарно-фрезерних верстатів з ЧПУ заводського виробництва конструкція, виготовлена своїми руками повинна бути максимально простою. Тому фахівці рекомендують на першому етапі розробити схему виготовлення виходячи з наявних підручних матеріалів і комплектуючих.
Найкраще відмовитися від стандартної компоновки, в якій деталь закріплюється між задньою і передньою бабкою, а обробка відбувається за допомогою різця або стамески. Функцію ріжучого інструменту виконуватиме ручний фрезер. Перевагою цієї схеми є невелике навантаження на електродвигун приводу передній бабки і збільшення функціональності.
Виготовлення саморобного токарно-фрезерного верстата по дереву з блоком ЧПУ своїми силами проблематично. Це обумовлено необхідністю застосування датчиків для позиціонування фрези відносно поверхні заготовки, що значно підвищує складність саморобної конструкції.
Основні компоненти токарно-фрезерного обладнання по дереву, виготовленого своїми руками:
- станина. Найчастіше використовують дерев’яні бруски. З них роблять ґратчасту конструкцію з досить високою міцністю. Передня бабка кріпиться стаціонарно, положення задньої можна змінювати за рахунок зміщення монтажної панелі по ребрах жорсткості;
- електродвигун і механізм передачі крутного моменту. Для збільшення числа оборотів на вал електродвигуна встановлюється диск меншого розміру, а на вал передньої бабки – більшого. Сполучення відбувається за допомогою пасової передачі;
- монтаж ручного фрезера. Він встановлюється у верхній частині станини на саморобну платформу. Вона зміщується по напрямних щодо заготовки. Слід пам’ятати, що він не може бути підключений до ЧПУ.
Це мінімальна комплектація токарно-фрезерного верстата, зробленого своїми руками.
Для можливості токарного оброблення за допомогою різців або стамесок необхідно встановити опорний блок в передній частині конструкції.
Рекомендації по вибору компонентів
Одним з головних параметрів є відстань між передньою і задньою бабкою. Ця величина безпосередньо впливає на максимальну довжину заготовки. Після детального розрахунку конструкції можна приступати до вибору компонентів.
Як ріжучий інструмент найкраще придбати ручний фрезер. Його технічні параметри залежать від характеристик заготовки. Для монтажу на верстат по дереву з ручного інструменту слід зняти опорну платформу. Потім по її розмірам і габаритам верхніх горизонтальних стійок станини робиться дерев’яна підстава. Такий метод не передбачає можливість установки блоку ЧПУ, але в плані простоти виготовлення обладнання він є оптимальним.
Електродвигун можна взяти від звичайної побутової пральної машини. Важливо лише правильно підключити його до електромережі і встановити на конструкцію. Для збільшення точності обробки рекомендується на поверхні верхніх напрямних закріпити лінійки.
У відеоматеріалі детально описується конструкція устаткування по дереву, показаний приклад роботи на ньому:
 Споконвіку дерево вірою і правдою служило людям. Деревина є предметом праці майстра з виготовлення столярних виробів. Особливо великою популярністю користуються речі, зроблені на токарному верстаті. Багато токарі-металісти люблять точити дерево.Уміння працювати на металорізальному обладнанні мотивує їх виготовити токарний по дереву своїми руками для домашньої майстерні.
Споконвіку дерево вірою і правдою служило людям. Деревина є предметом праці майстра з виготовлення столярних виробів. Особливо великою популярністю користуються речі, зроблені на токарному верстаті. Багато токарі-металісти люблять точити дерево.Уміння працювати на металорізальному обладнанні мотивує їх виготовити токарний по дереву своїми руками для домашньої майстерні.
Деревообробний станок
На ринку деревообробної техніки представлена велика лінійка токарних верстатів по дереву. Кожен споживач робить свій вибір з урахуванням своїх інтересів, але головний критерій – це потужність приводу. Для домашньої майстерні, де токарні роботи виконуються епізодично, підійде простий настільний станочек з потужністю електродвигуна 1 кіловат і швидкістю обертання шпинделя 3500 об / хв.
Головні вузли і механізми верстата по дереву відповідають класичному пристрою токарной машини, обробної заготовки обертанням. Три головних механізму:
- привід – електричний двигун, однофазний або трифазний;
- передавальний – набір пристроїв, що передають обертання валу двигуна на шпиндельну бабку;
- виконавчий – це супорт.
Чотири основних вузла:
- станина – корпус, на якому закріплені механізми;
- передня шпиндельная бабка – для кріплення планшайби або токарного патрона;
- задня фіксує бабка – для установки крутного центру або свердлильного патрона.
конструкційна особливість
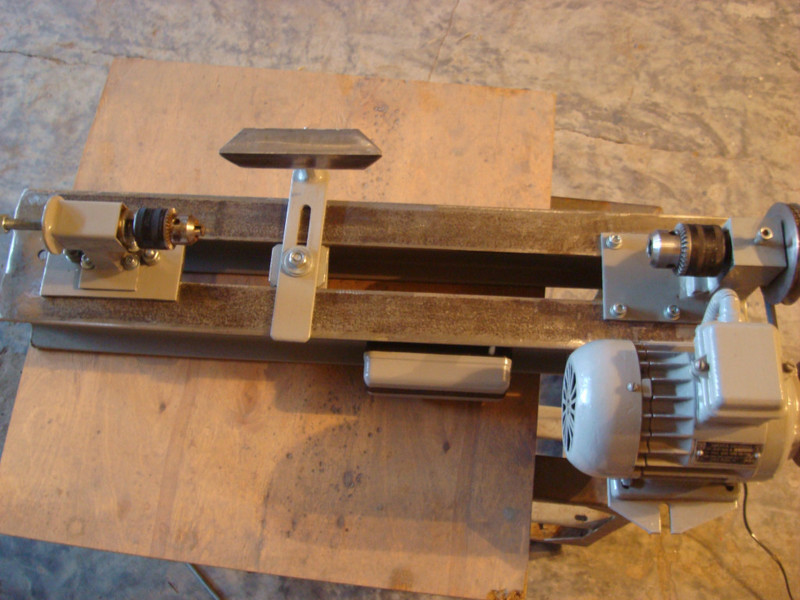
 Верстат токарний по дереву своїми руками можна зібрати з підручного матеріалу. Конструкція проста, багато часу на виготовлення не буде потрібно. Головна частина верстата – станина, виготовлена з швелера, в якому по центральній осьової лінії прорізаний болгаркою паз для фіксації підручника і задньої бабки. Принцип фіксації – ексцентричний механізм.
Верстат токарний по дереву своїми руками можна зібрати з підручного матеріалу. Конструкція проста, багато часу на виготовлення не буде потрібно. Головна частина верстата – станина, виготовлена з швелера, в якому по центральній осьової лінії прорізаний болгаркою паз для фіксації підручника і задньої бабки. Принцип фіксації – ексцентричний механізм.
Конструкція задньої бабки стандартна. Піноль має отвір під конус Морзе № 2 для установки центру обертання. Хвостовик сверлильного патрона відповідає отвору пиноли. Рекомендується використовувати задню бабку заводського виготовлення.
Якщо саморобний токарний по дереву верстат призначений для точіння і свердління деталей без вимоги до точності, його можна виготовити самостійно.
Під піноль виточити порожній циліндр з глухою торцевою стінкою, в якій нарізана різьба під гвинт маховика. Рухома частина пиноли – це циліндр з конічним отвором і шпонковим пазом на всю довжину. Переміщається рухома частина за допомогою гвинта маховика по шпонке, привареною в корпусі бабки.
Підручник класичний, має функцію регулювання з фіксацією під діаметр оброблюваної заготовки, підстава підручника переміщається поперек і вздовж станини. Фіксується ексцентриком з ручкою. Верхня частина – непримітний куточок.
У передній бабці встановлені два радіально-наполегливих підшипника. На валу шпинделя нарізана різьба М14, крок два. Це різьблення, яка використовується на болгарках, шліфувальних машинках. Завдяки цьому на шпиндель можна кріпити все насадки, які використовуються болгаркою.
З цієї різьбленням виготовлена планшайба під токарний патрон. Обертає всю цю конструкцію електричний двигун від пральної машинки потужністю 300 ват.
Шпиндельна бабка своїми руками
 Від точності виготовлення передньої бабки залежить якість всієї конструкції. Тому на цей вузол необхідно звернути особливу увагу. Умільці рекомендують виготовити передню бабку токарного верстата своїми руками. Для цього потрібно виточити циліндричний корпус товщиною стінки 10 мм. Для кріплення до станини потрібно виготовити спеціальну стійку. Для цього підійде відрізок швелера. Швелер торцем приварюється до куточка, виготовленому з листової сталі товщиною 10 мм. На отриману стійку кріпиться корпус бабки.
Від точності виготовлення передньої бабки залежить якість всієї конструкції. Тому на цей вузол необхідно звернути особливу увагу. Умільці рекомендують виготовити передню бабку токарного верстата своїми руками. Для цього потрібно виточити циліндричний корпус товщиною стінки 10 мм. Для кріплення до станини потрібно виготовити спеціальну стійку. Для цього підійде відрізок швелера. Швелер торцем приварюється до куточка, виготовленому з листової сталі товщиною 10 мм. На отриману стійку кріпиться корпус бабки.
Щоб виготовити токарний верстат по дереву своїми руками, креслення і розміри не мають значення, так як кожен виготовляє конструкцію індивідуально, враховуючи свої можливості. Циліндричний корпус в розрізі:
- зовнішній діаметр 56 міліметрів;
- товщина стінки 10 міліметрів;
- довжина 180 міліметрів;
- посадочні гнізда під підшипники діаметром 24 міліметра;
- вал діаметром 30 міліметрів.

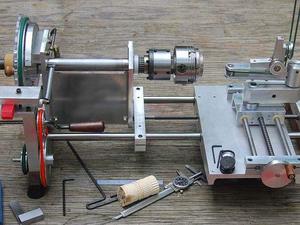
Прості пристосування роблять верстат універсальним і збільшують перелік операцій.Наприклад, встановивши в патрон шліфувальний барабан з наждачним папером, можна заточувати інструмент. Пристрій для точіння по копіру виглядає наступним чином:
- копір;
- труба, встановлена вздовж станини, що виконує роль санчат;
- дискова електропила, що виконує роль різця по дереву.
Пристосування для фрезерування замінить фрезерний верстат. Оправлення з дисковою фрезою

затискається в патрон. Замість підручника встановлюється робочий стіл з наполегливою лінійкою. Фрезерувати можна лиштви, плінтуси, заготовки для рамок.
Ентузіасти і любителі виготовляти саморобки постійно придумують механізми, що полегшують ручну працю. У таких людей на питання, як зробити верстат по дереву, завжди є відповідь.
Токарний станочек-міні
Саморобний маленький токарний станочек по дереву умільці примудряються зробити, витративши 30 хвилин часу. Матеріал для виготовлення деревно-стружкові плити товщиною 20 міліметрів або товстошарова фанера. Пристрій має таку схему:
- підставу 540х260х20 міліметрів;
- стійка під електродриль 150х100х20 міліметрів.
 Задня бабка виготовляється з двох прямокутних брусків, зібраних в конструкцію під прямим кутом. У стійці сверлится розмір отвору під електродриль, робиться фіксатор для надійного кріплення. Стійка нерухомо закріплена до основи. У задній бабці просвердлений отвір для гвинта, торець якого заточений під конус. Це завзятий центр. Імпровізована задня бабка переміщається по напрямної прорізи, фіксується в один оборот ексцентрика. Підручник виготовлений з рейки, прикріпленої до основи.
Задня бабка виготовляється з двох прямокутних брусків, зібраних в конструкцію під прямим кутом. У стійці сверлится розмір отвору під електродриль, робиться фіксатор для надійного кріплення. Стійка нерухомо закріплена до основи. У задній бабці просвердлений отвір для гвинта, торець якого заточений під конус. Це завзятий центр. Імпровізована задня бабка переміщається по напрямної прорізи, фіксується в один оборот ексцентрика. Підручник виготовлений з рейки, прикріпленої до основи.
Така проста саморобка дасть можливість без проблем виточити з дерева ручку до напильнику або вал гойдалки для тесту. Та й взагалі, обробка дерева – дуже цікаве заняття.
Наша стаття присвячена ностальгії по шкільним майстерням трудового навчання. Багато вміють вести токарні роботи по дереву, але не кожному по кишені купувати і утримувати обладнання для цього. Чи можна своїми руками зібрати верстат, який відповідає технології і вимогам безпеки – розберемося разом.

Що говорить ГОСТ
Приємна новина в тому, що велосипед винаходити не доведеться. Весь процес складання і креслення кожного модуля верстата описані в ТУ3872-477-02077099-2002, і, хоча у відкритому доступі цього документа немає, його цілком можна отримати за індивідуальним запитом. Хоча і це навряд чи знадобиться: пристрій верстата настільки примітивне, що ви легко зрозумієте в тонкощах його виготовлення навіть по зображеннях з шкільних підручників.
 СТД-120М
СТД-120М
Інший позитивний факт – СТД-120М, по всій видимості, проектувався з розрахунком на виготовлення «за місцем», тому практично всі компоненти для збірки ви зможете або знайти в продажу, або самостійно виготовити і доопрацювати. Природно, якщо з’явиться можливість недорого придбати комплектуючі для цього верстата або його молодшого побратима ТД-120 – так і ви робіть. Деталі фабричного виробництва надійніше, легше юстіруются, до того ж уніфікована конструкція рами дозволяє зібрати один верстат з безлічі донорів.

Зверніть також увагу, що стандартизація модулів багато в чому визначає безпеку експлуатації обладнання. Основні принципи виробничої безпеки оголошені в ГОСТ 12.2.026.0-93, а правила електрозахисту викладені в ГОСТ Р МЕК 60204-1. Узгодьте з цими нормативами будь-яку продукцію, що виготовляється вами деталь або модуль верстата.
виготовлення станини
Натомість литою чавунною станини ми пропонуємо більш легку зварену конструкцію. Вона складається з двох відрізків 72-й кутовий стали довжиною по 1250 мм. Велика спокуса зробити станину побільше для обробки більш масивних виробів, але пам’ятайте, що подібні зміни вимагають втручання і в інші вузли верстата. Можливо, вам слід взяти за зразок ТТ-10460 під заготовку метрової довжини.

Куточки маємо на рівній горизонтальній площині полками один до одного.Між ними вставляємо калібровані вкладиші, щоб напрямні станини розташовувалися строго паралельно з дистанцією 45 мм. Для скріплення направляючих використовуємо два куточка, таких же, як на станині, по 190 мм, які підкладаємо з переднього і заднього країв. Перед зварюванням деталей рекомендується здавлювати їх струбцинами, щоб не повело метал при охолодженні.
Напрямні скріплюються ще однієї 190 мм перемичкою, в нижній полиці якої є вирізи під кожен куточок. Встановлюється ця деталь з утворенням осередку, розмірами в точності відповідають посадковому шіпу передньої бабки, в стандартному варіанті це 45х165 мм.

Така станина може кріпитися яким завгодно чином до верстата або колоді, але всі елементи кріплення рекомендується заробляти, не порушуючи при цьому цілісність підстави. Якщо для верстата виділяється окремий кут, приварите перпендикулярно куточках станини ніжки з труби і, для більшої стійкості, зробіть їм невеличкий «розкіс» кувалдою. В кінцевому підсумку вага станини, скріпленої з верстатом, не повинен бути менше 60-70 кг.

подручнік
Цей елемент умовно складається з двох частин. Для обох потрібен один тип заготовки – 50 мм куточок, всередину якого вкладений інший, шириною 30 мм. Зварюються вони уздовж крайок, в результаті повинно вийти два відрізки по 260 і 600 мм.

Коротка деталь – регульоване підставу підручника. Одна з полиць зрізається, але не повністю, залишається відрізок 110 мм довжиною з похилим зрізом. Інша полку підрізає під прямим кутом в 60 мм від заднього краю. З товстої сталевий пластини потрібно виготовити відповідну рамку, яка буде затискати направляючу стійки підручника.

Для виготовлення направляючої з затискачем візьміть звичайну трубу на дюйм і зробіть в ній поздовжній надріз болгаркою. Отримана гільза повинна бути довжиною близько 150 мм, її вкладаємо в 25 мм куточок, орієнтуючи прорізом назовні перпендикулярно однієї з полиць. Стягаємо деталі струбциною і проварюємо по всій довжині, найближчої до прорізи полки. Накриваємо заготовку другим куточком такої ж довжини і кріпимо його до трубки із зворотного боку.

Напрямна приварюється плазом до виступаючої полиці регулювальної рейки з внутрішньої її сторони. Для фіксації використовується гвинт з довгою ручкою і приварена до рейки гайка. Зі зворотного боку у відповідь планка скріплена шплінтованним пальцем або навіть привареним прутком.

Підручник кріпиться на стержні 20 мм гладкої арматури, який розташований по центру з зовнішньої сторони кутовий заготовки. Стрижень щільно входить в трубку направляючої системи, а при затягуванні гвинта його надійно обжимає з усіх боків. Довга кутова заготовка довжиною 600 мм приварюється до прутки з невеликим нахилом на себе і злегка «заточеною» передньою кромкою.


Привід і трансмісія
Стандартний варіант приводу – асинхронний трифазний двигун потужністю до 2 кВт (зазвичай 1,2 кВт), з’єднаний з валом передньої бабки клиноремінною передачею на двухручьевая шківах. Постіль для кріплення движка може розташовуватися між ногами станини, або на додатковій підмостки за передній бабкою, що ускладнить збірку, але зробить більш зручним перекидання ременя.

Далеко не завжди є можливість використовувати двигун з потрібною частотою обертання валу, тому вихід на підсумкові обороти здійснюється регулюванням діаметру шківів. Наприклад, якщо у вашому розпорядженні АТ на 1480 об / хв, то щоб вийти на заповітні 1100 і 2150 об / хв, діаметри провідних і ведених струмків повинні співвідноситися як 1: 1,5 і 1,3: 1.
При розміщенні двигуна корисно забезпечити станину пластиною, закріпленої на комірних навісах. Двигун, встановлений за такою системою, буде весь час перебувати в підвішеному стані і забезпечить щільне притиснення ременя власною вагою. А якщо оснастити майданчик педаллю, швидкість можна буде міняти навіть на ходу.

За електричної частини складнощів теж немає.Комутація виконується стандартною пускової трифазної кнопкою з реверсом, для такого малопотужного двигуна немає потреби встановлювати пускач. Єдиний момент – включення гальмування постійним струмом при утриманні стоповою кнопки, для чого знадобиться потужний діодний міст (на КД203Д) згідно з типовою схемою включення.
Частотно-керований двигун може використовуватися в якості прямого приводу, що позбавить від необхідності конструювати передню бабку. Для цього потрібно закріпити двигун на перехідній площадці, в нижній частині якої є поздовжній інсталяційний шип шириною в 45 мм як штатний засіб юстирування для станини СТД120.

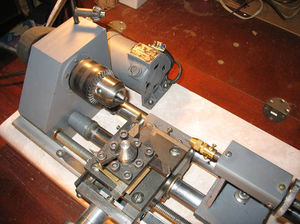
передня бабка
Забігаючи вперед, відзначимо, що і передня, і задня бабка включають деталі, виготовити які можна, тільки маючи доступ до токарного верстата по металу. Інакше є сенс задуматися про придбання готових модулів або, принаймні, їх литих консолей.
У підставі передньої бабки лежить два підшипникових корпусу типів S, V або U, стаціонарно закріплених на рамі з кутової сталі. На жаль, неможливо передбачити, які типорозміри будуть доступні, однак в загальному підсумку висота осі шпинделя над станиною повинна бути не менше 120 мм. При тому, що діаметр шпиндельного вала становить близько 25 мм, буде найбільш цікавий типорозмір підшипникового вузла із загальним розміром висоти близько 70 мм.

Вал виточується з кругляка вуглецевої сталі діаметром 40 мм з допуском не більше 0,05 мм. Основних варіацій вала дві. Перша – найпростіша: в центрі залишається цілик вала, потім виконуються спуски до посадкового діаметра підшипникових вузлів, далі на кінцях нарізається різьба. Для осьової фіксації на валу протачивают чотири канавки під стопорні кільця.
 1 – посадочні місця для підшипників; 2 – канавки під стопорні кільця
1 – посадочні місця для підшипників; 2 – канавки під стопорні кільця
Друга варіація має розширення у вигляді спідниці відразу за розбій патрона. Воно призначене для установки фланцевого наполегливої підшипника, закріпленого на виступі підстави передньої бабки. Такий підхід дозволяє скоротити знос підшипників, якщо на верстаті обробляються масивні деталі.
Підстава бабки – дві пари куточків або два швелера, розгорнутих назустріч один одному. Зведенням-розведенням вертикальних полиць можна регулювати висоту основи під осьову висоту наявних підшипникових вузлів. Знизу до основи приварена 45 мм смуга, яка виконує роль юстувальні паза. Важливий порядок збирання: спершу на шпиндель напресовують підшипники, потім вал кріпиться на станині з підкладкою регулювальних сталевих пластин.

задня бабка
Виготовити задню бабку не в приклад простіше. Складається вона з чотирьох деталей:
- Підстава з кутової сталі висотою 100 мм за тим же принципом, що і для передньої бабки. Зверху поперек прикручені на болтах два 50 мм куточка, в їх полицях по центру вирізи квадрати 40 мм завширшки.
- Рівень (зовнішня) толстостенная квадратна трубка шириною 40 мм, довжиною 150 мм і внутрішнім просвітом 20х20 мм. У задній частині потрібно встановити пробку товщиною 6-8 мм і з отвором в центрі на 8 мм, кріпиться вона на двох гвинтах через стінки трубки.
- Внутрішня трубка, вона ж піноль, виготовляється з 20 мм профільної трубки, бажано товстостінній і фрезерованной точно під просвіт направляючої. У задній частині пиноли заварена гайка М14, в передню вставлений і заварений металевий прут, розширення до 5 мм для посадки дворядного підшипника.
- Приводний гвинт має різьблення під гайку в пінолі (бажано зробити трапецієподібну), в задній частині виконаний перехід на 8 мм різьблення для кріплення маховика.

Принцип роботи і схема збірки пиноли цілком очевидні, але особливу увагу потрібно приділити юстирування осей. Направляюча трубка, закріплена зварюванням в вирізах куточків, може підніматися вище або нижче за рахунок підкладок з трансформаторної сталі. Передня і задня бабка повинні бути абсолютно соосни, допуск складає всього пару десятих.

Що стосується способу кріплення до станини, він однаковий і для бабок, і для підручника. Шпильки М14 або М16 приварюються до дна бабок, а в проріз підручника вставляється великий лемішні болт. Знизу модулі підтягуються гайками з привареними до них прутами на зразок важелів. Для рівномірного щільного притиснення знизу в якості відповіді планки підкладається 50 мм швелер.