Застосування стикового і електромуфтового методу зварювання ПНД труб
 Для прокладки каналізації, газо- і водопроводів широко застосовуються труби ПНД. Їх вибирають за легкість монтажу, міцність і інші переваги. Вони можуть застосовуватися як для напірних, так і для безнапірних систем, таких як каналізація. Для монтажу часто використовується метод зварювання ПНД. Перевага цієї технології в тому, що зварити труби своїми руками може навіть людина, що не має досвіду подібної роботи.
Для прокладки каналізації, газо- і водопроводів широко застосовуються труби ПНД. Їх вибирають за легкість монтажу, міцність і інші переваги. Вони можуть застосовуватися як для напірних, так і для безнапірних систем, таких як каналізація. Для монтажу часто використовується метод зварювання ПНД. Перевага цієї технології в тому, що зварити труби своїми руками може навіть людина, що не має досвіду подібної роботи.
особливості монтажу
 Поліетиленові труби практичні і надійні. Їх застосовують як у виробництві, так і в житловому будівництві. Для виготовлення використовується поліетилен – матеріал, стійкий до впливу агресивних середовищ. Завдяки цій властивості, труби ПНД часто застосовують для монтажу різних трубопроводів. Для цієї мети використовують вироби діаметром від 20 до 1200 мм.
Поліетиленові труби практичні і надійні. Їх застосовують як у виробництві, так і в житловому будівництві. Для виготовлення використовується поліетилен – матеріал, стійкий до впливу агресивних середовищ. Завдяки цій властивості, труби ПНД часто застосовують для монтажу різних трубопроводів. Для цієї мети використовують вироби діаметром від 20 до 1200 мм.
Їх з'єднують двома методами:
- роз'ємним, за допомогою розтрубів і фланців;
- нерознімним, із застосуванням зварювання.
Метод з'єднання вибирається залежно від того, в яких умовах буде діяти трубопровід.
Якщо його монтують для передачі середовища під тиском, наприклад, води або газу, то застосовують зварні з'єднання, які відрізняються підвищеною міцністю і герметичністю. Труби, по яких рідина буде рухатися самостійно, наприклад, каналізаційні, з'єднують за допомогою фітингів і фланців. Це з'єднання здійснити простіше.
нероз'ємні з'єднання
За допомогою зварювання можна надійно з'єднати поліетиленові труби. Цей метод дозволяє отримати міцні і герметичні шви, стійкі до впливу агресивних середовищ.
У зварного з'єднання наступні переваги:
- воно зберігає первісну гнучкість трубопроводу;
- не впливає на його міцність;
- дозволяє отримати герметичний шов, що не піддається впливу агресивних середовищ.
Вироби можна з'єднати за допомогою зварювання ПНД труб встик або з використанням електромуфт. Перед початком зварювальних робіт, незалежно від того, який спосіб з'єднання обраний, виробляють таку підготовку:
- набувають труби і кріплення (фітинги та з'єднувальні елементи), а також затискачі і редукційні вкладиші відповідного діаметру;
- обладнають робочий майданчик для зварювання;
- обробляють торці.
Перевіряється працездатність зварювального устаткування. Це робиться в такий спосіб:
- оглядають вузли зварювального апарату, перевіряють справність електричних проводів і ступінь заточки торцювальні ножів;
- заправляють паливом електрогенератор;
- деталі обладнання очищають від забруднення, поверхні знежирюють за використанням розчинника;
- перевіряють рівень масла в гідросистемі обладнання, обробляють спеціальними складами все труться;
- проводять перевірку контрольно-вимірювальної апаратури.
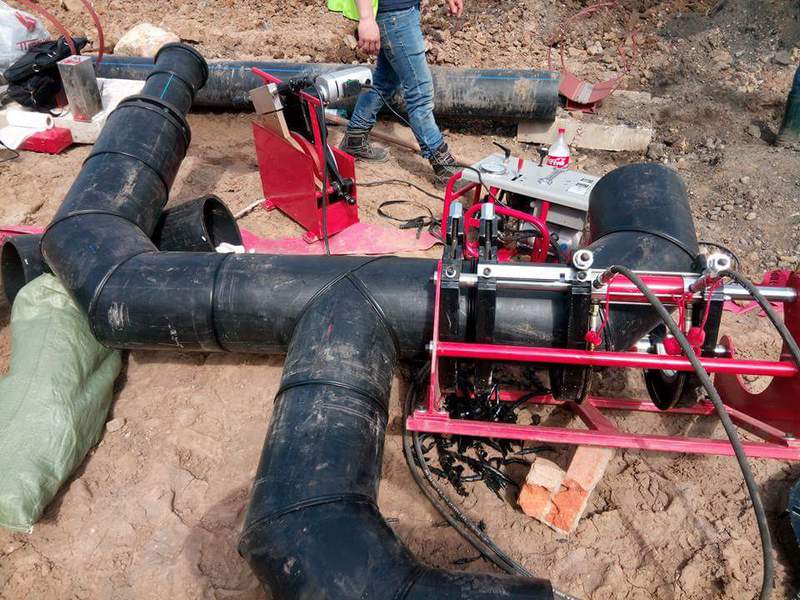
Сварка встик
 З'єднання встик використовується для труб діаметром від 50 мм. Для нього потрібно апарат стикового зварювання. При роботі торцеві частини нагріваються і з'єднуються під тиском. Поліетилен при цьому розплавляється і створює міцний шов, за своїми властивостями не поступається цілісного виробу.
З'єднання встик використовується для труб діаметром від 50 мм. Для нього потрібно апарат стикового зварювання. При роботі торцеві частини нагріваються і з'єднуються під тиском. Поліетилен при цьому розплавляється і створює міцний шов, за своїми властивостями не поступається цілісного виробу.
Такий вид з'єднання досить складний. Для нього потрібно професійне обладнання, яке гарантуватиме високу якість швів. Людина, що виробляє цю роботу, мусить мати достатню кваліфікацію. Сварка встик має наступні переваги:
- Для роботи не потрібно важка техніка.
- Її можуть виробляти один-два людини.
- Це економічний процес, так як енергоспоживання апарату для зварювання ПНД набагато менше, ніж у зварювального верстата для сталевих труб. Таке обладнання можна купити в будівельному магазині або взяти в оренду у монтажних фірм.
Для зварювання встик підходять вироби з товщиною стінки не більш 4,5 мм, виготовлені з однієї марки поліетилену і мають однаковий діаметр.Також у них повинен бути однаковий коефіцієнт SDR, що дорівнює відношенню внутрішнього діаметра до товщини стінки труби. Зварювання проводять за таким порядком:
- Перевіряють вироби, їх овальність і SDR.
- Очищають з поверхні забруднення, з торців видаляють відколи. При необхідності вирівнюють краю елктроторцевателем, обрізати труби під кутом 90 º.
- Закріплюють обидві труби на відстані близько 4 сантиметрів між торцями.
- За допомогою апарату зварювання розправляють шар поліетилену на торцях.
- Підвищують температуру на кінцях з використанням нагрівача. Матеріал нагрівається до глибинних шарів, починається процес його розплавлення.
- Після того як поліетилен прогрілося протягом певного часу, який залежить від його товщини і діаметра виробів, нагрівальну частину зварювального апарату акуратно прибирають. Труби зістикують один з одним. Час між видаленням нагрівального елементу і з'єднанням кінців повинно бути мінімальним.
- Для створення необхідного тиску використовується машинка з перемещателем.
- Після охолодження матеріалів на трубах утворюється герметичний шар – бурт.
Важливо не робити помилок в технологічному процесі, інакше шар вийде кривим і недостатній герметичним. При обробці не можна рухати краю труб більше, ніж на 10% від товщини стінки.
Зварювання виробляють при температурі навколишнього середовища не нижче +15 ºC. Експлуатацію трубопроводу виробляють при температурі від -15 до + 45 ºС.
Використання електромуфт
 Електромуфти є деталь, виготовлену з поліетилену з імплантованими в корпус електроспіраллю. Виробники випускають муфти для труб різного діаметру. Для прямолінійної зварювання використовують вироби прямої форми, для інших конструкцій підходять електрофузіонние трійники, сідлові відводи та інші деталі.
Електромуфти є деталь, виготовлену з поліетилену з імплантованими в корпус електроспіраллю. Виробники випускають муфти для труб різного діаметру. Для прямолінійної зварювання використовують вироби прямої форми, для інших конструкцій підходять електрофузіонние трійники, сідлові відводи та інші деталі.
З'єднання, створені за допомогою електромуфтового зварювання труб ПНД, здатні витримувати тиск до 16 атмосфер. Але вони обходяться дорожче, ніж виготовлені за допомогою зварювання встик. Це пояснюється тим, що для кожного з них потрібно придбати електромуфти. Роботу роблять у такий спосіб:
- Ретельно очищають поверхню труб, зачищають їх торці.
- Внутрішню поверхню муфти знежирюють.
- Краї труб вставляють в муфту і всю цю конструкцію закріплюють.
- На неї подають напругу.
- Відбувається розплавлення муфти і торцевих частин. Коли вони застигають, то утворюють монолітне з'єднання. Муфта залишається поверх шва.
Важливо, щоб при нагріванні і охолодженні конструкція залишалася нерухомою, для чого її потрібно міцно закріпити.
Сварка з використанням електромуфти застосовується в тих випадках, тоді потрібно виконати кілька з'єднань. Це може бути врізка додаткової гілки в уже встановлений трубопровід. Для зварювання великої кількості труб краще застосовувати стикового метод.
Перевага електромуфтового зварювання труб ПНД полягає в тому, що процес монтажу швидкий і нескладний, а в результаті виходить якісне з'єднання. Зварювання можна проводити своїми руками, навіть не маючи відповідної підготовки. Таким способом можна з'єднувати вироби з товщиною стінок менше 4,5 мм.
Компонування із застосуванням сполучних деталей
Роз'ємний спосіб з'єднання не так надійний, як зварений, але він також має свої переваги.

До них відносяться:
- Економічність. Для робочого процесу не потрібне спеціальне обладнання та інструменти.
- Універсальність. З'єднання можна встановити там, де не можна використовувати зварювання, наприклад, під водою.
- Швидкий монтаж. Трубопровід можна зібрати в найкоротші терміни.
Для надійної і справної роботи трубопроводу необхідно забезпечити якісне з'єднання труб. Найбільшою міцністю і герметичністю відрізняються шви, виготовлені за допомогою зварювання ПНД. Її можна проводити способом з'єднання встик або з використанням електромуфт.